 ENG
ENG UA
UA


































SSAB Domex® Tube 355J2H
Boring tube SSAB 22
Provides good formability as delivered and ultra-high strength after quenching
SSAB Boron Tube 22 is a precision hardened tube. It provides good formability as delivered and ultra-high strength due to post-work hardening.
Round, rectangular, square and custom shapes are available. Custom shapes and other tailoring options are available upon request. It is commonly used in safety structures in vehicles and light machinery where maximum strength and wear resistance are required.
SSAB Boron Tube 22 is manufactured from pure, high-quality environmentally friendly steel on modern and efficient pipe lines.
Size range
SSAB Domex 355J2H pipe is available in round, square and rectangular shapes.
| Circular | 16 – 88.9 mm |
| Maidan | 19×19 – 70x70mm |
| Rectangular | 25×15 – 100x40mm |
| wall thickness | 0.9 – 3.0 mm |
| The length of the cutter | 6000 mm |
Other shapes, sizes and lengths are available upon request.
Circular
SSAB Domex® Tube 355J2H
| APPLICATION | STANDARDS |
|
Structural Engineering |
EN 10219-1 EN 10219-2 |
Mechanical properties
Mechanical properties
| Product type | Yield strength Rp0,2 (MPa min) | Tensile strength Rm(MPa min) | Extension A(min %) |
| As Delivered | 430 | 450 | 12 |
Typical mechanical properties when quenched with water:
Rp 0,2 ~1100 МПа; R m ~1400 МПа; A~8%
Chemical composition
Chemical composition
|
C (max %) |
Si (max %) |
Мн (max %) |
С (max %) |
кр (max %) |
Б (max %) |
| 0,25 | 0.40 | 1.40 | 0,010 | 0,40 | 0,0050 |
Tolerances
| Features | Round precision tubes Tolerances meet or exceed the requirements of EN 10305-3 |
|---|---|
| Outer diameter (D) 1) | |
| D < 20 20 ≤ D < 32 32 ≤ D < 44 44 ≤ D < 55 55 ≤ D < 70 70 ≤ D < 80 80 ≤ D < 100 |
±0.12 mm ±0.15 mm ±0.20 mm ±0.25 mm ±0.30 mm ±0.35 mm ±0.40 mm |
| Out-of-roundness | Diameter tolerances include out-of-roundness |
| Thickness (T) | T≤ 1.5 mm: ±0.15 mm T>1.5mm: ±10% of nominal thickness or ±0.35mm whichever is less |
| straightness | Maximum 0.15% of measured length |
| Height of the inner seam, g; | |
| Bead removed Bead not removed |
g ≤ 0.3 mm g < 0.6 mm when T ≤ 1.5 mm g < 0.4 x T when 1.5 mm < T ≤ 3.0 mm |
| Cutter length | 0/+50 mm, standard length 6000 mm |
| Exact length, single cut | Agreed upon inquiry and order |
| Exact length, bundle cut | Agreed upon inquiry and order |
1) For a maximum distance of 100 mm, the ends may, due to the cutting method, have a diameter outside the tolerances
Workshop and design
Pipe bending
All grades of precision steel tubes are suitable for forming operations such as cold bending.
Pipe bending can be done using many different methods and tool sets. Custom pipe bending machines are long-term investments and can last for decades, especially when there are many different tools available that can be upgraded based on new products in production. Hydraulic bending machines are traditional, but fully electric bending machines are now also available.
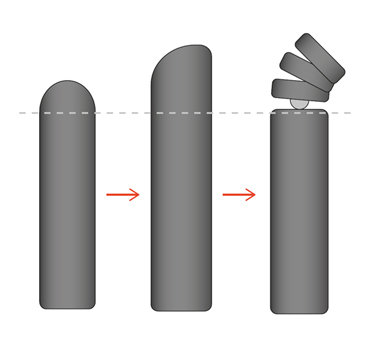
During the bending process, there is a zone around the neutral axis where the stress does not exceed the yield strength of the material, and therefore this zone is elastic. In addition, when deformation occurs during the bending process, there are many residual stresses, and after the removal of the bending tool and stress relief, the part of the pipe that exceeds the yield point tends to return to its original shape according to the modulus of elasticity. This is called a jump. The overall accuracy of the component will be highly dependent on successive bends, as each bend is affected by material properties and tool settings.
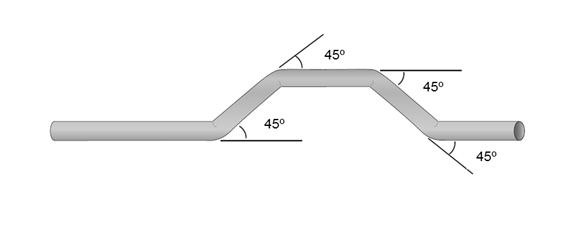
Retraction bending is a high-quality bending method among the various bending methods. During rotary bending, the pipe is drawn through a rotating flexible matrix. In this method, the neutral axis is closer to the inner than to the outer surface of the fold, which allows for control of wrinkles.
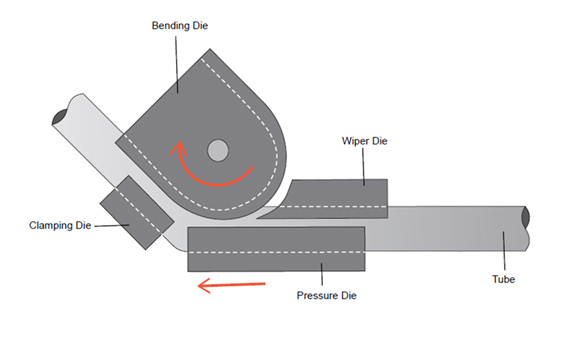
If, due to the large diameter/thickness ratio, even rotary draw bending does not sufficiently support the pipe wall against puckering, a mandrel can be used inside the pipe during bending. The simplest type of mandrel is the insert mandrel, which, along with other tools, supports the wall to the point of contact of the bend. The wall can be supported beyond the point of contact by means of a round mandrel. When bending a pipe with very thin walls or a small bend radius, the pipe must be supported on the longer bent section. This can be done with the help of a ball mandrel.
Welding
Due consideration of dimensional accuracy in work steps involving positioning, such as bending, flattening, milling or cutting to length, contributes to the weldability of the product. Scissors, stamping, milling or thermal cutting can be used to prepare the edges of the pipe. For conventional arc welding, the requirements for the edges are not very strict.
Precision tube welding is usually performed using fillet welds to join one precision tube to another or to a thin sheet such as a flange. Butt welds are mainly used for linear pipe connections and pipe accessories. TIG welding is used for high quality appearance. Gas, plasma and laser welding are additional methods.
When evaluating the weldability of pipes, it is justified to first take into account the value of carbon equivalent (CEV). The risk of material-related weld defects is very low for SSAB FORM and DOCOL pipes. The main reason for this is the purity and low alloying of steel grades.
To avoid corrosion damage, pipes are usually coated with a thin oil film. However, this oil film is so thin that it does not create porosity problems in conjunction with arc welding. However, if the tubes are stored in an environment where dirt can accumulate on the surface of the tube, some precautions must be taken. To avoid weld defects in this case, some form of pipe cleaning may be required prior to welding.
Pipes with metal coating Z, ZA and ZF are well suited for welding. Gas arc welding is a good choice for welding galvanized pipes. However, due to the special nature of metal coatings, it is necessary to pay attention to some aspects. First of all, the thinner the metal coating, the easier it is to weld the pipes. As a rule, zinc coating up to 100…140 g/m2 is suitable for short-circuit mode. If the total weight of the coating is greater, the risk of welding errors and spatter also increases.
When welding metal-clad pipes, spatter and errors can be significantly reduced by selecting the appropriate welding method, welding wire and shielding gas, as well as by reducing the wire feed, welding current and/or travel speed. If the quality of the weld is to match that of an uncoated pipe weld, it may be advisable to remove the zinc layer in the weld area. Using a shielding gas with a high CO2 content increases heat input, which reduces porosity.
Picture
Coating precision tubing is one way to increase corrosion resistance and improve surface appearance. SSAB FORM and DOCOL pipes can be painted.
Conventional uncoated precision tubes of cold-rolled, hot-rolled and pickled steel are equally suitable for painting. Metal coatings provide an excellent surface for painting. Of the above, Galvannealed is the best alternative for painting because its surface is smooth and slightly structured. It is easy to paint, the paint adheres well to the surface. Due to its galvanic properties, zinc protects steel even if a small area of the paint film is damaged.
Metal surfaces can have various impurities such as light oil, protective grease, salt, carbon dust, dust, processing fluids, metal shavings, rust or rust film. They are removed before painting by washing with water, degreasing with a solvent, alkali, acid or emulsion cleaning. Standard precision tubes manufactured by SSAB are usually lightly oiled. Pipes that are supplied coated with protective oil and then rinsed during painting are extremely well suited for powder or wet painting. However, if the paint is applied over a passivated coating, the paint will blister in wet conditions.
With proper surface treatment, it is also possible to cover a hot-dip galvanized surface with powder paint. Strong alkali will etch zinc and it is recommended to keep the pH between 5 and 11, with a maximum of 12. A higher pH will damage the zinc coating.
Phosphating is decided before zinc and iron phosphating. The most common is iron phosphating, but it is not recommended for galvanized steels because it is only an acid wash of the zinc. Zinc phosphating is an excellent pre-treatment for galvanized steel, if required, with excellent corrosion resistance and paint adhesion.
The treatment of the galvanized surface in the baking oven, the temperature in the curing oven and the curing time allow DOCOL pipes to harden when baked. Hardening will increase the strength of the steel.
Solvent and water-based paints are usually sprayed or dipped. Spray coating is used in the automotive industry. When applied by wet spraying, the paint is fed into a nozzle, which smoothly forms a coating on the base. In dip painting, the object to be painted is dipped into a paint bowl. Dip dyeing is especially good for painting complex objects.
Plane
SSAB Domex Tube 355J2H
| APPLICATION | STANDARDS |
|
Structural Engineering |
EN 10305-3 EN 10305-5 |
Mechanical properties
Mechanical properties
| Product type | Yield strength R p0.2(MPa min) |
Tensile strength R m (MPa min) |
Extension A(min %) ) |
| As Delivered | 430 | 450 | 12 |
Typical mechanical properties when quenched with water:
Rp 0,2 ~1100 МПа; R m ~1400 МПа; A~8%
Chemical composition
Chemical composition
|
C *) (max %) |
Si *) (max %) |
Mn *) (max %) |
С *) (max %) |
kp (max %) |
B (max %) |
| 0,25 | 0,40 | 1.40 | 0,010 | 0,40 | 0,0050 |
Tolerances
| Features | Square precision tubes Tolerances meet or exceed the requirements of EN 10305-5 |
|---|---|
| External dimensions (H) and (B), long side 1) | |
| H < 25 mm 25 ≤ H < 40 mm 40 ≤ H < 60 mm 60 ≤ H <70 mm 70 ≤ H < 80 mm |
±0.20 mm ±0.25 mm ±0.30 mm ±0.35 mm ±0.40 mm |
| Lateral concavity and convexity | Included in tolerance on external dimensions |
| Thickness (T) | T≤ 1.5 mm: ±0.15 mm T>1.5mm: ±10% of nominal thickness or ±0.35mm whichever is less |
| straightness | Maximum 0.15% of the measured length of the tube if the length of the shorter side > 30 mm . A maximum of 0.25% of the measured length of the tube if the length of the shorter side is ≤ 30 mm |
| Position of the weld from the center line | On the narrow side for square and rectangular, optionally on the wide side. On the wide side for flat oval and ellipse. ± 10% of side length or ± 3 mm, whichever is greater. |
| Inseam height (g) | |
| Bead removed Bead not removed |
g ≤ 0.3 mm g < 0.6 mm when T ≤ 1.5 mm g < 0.4 x T when 1.5 mm < T ≤ 3.0 mm |
| Rectangularity of sides | 90° ± 1° |
| Corner profile | R < 1.5 x T when T ≤ 2.5 mm R < 2.2 x T when T > 2.5 mm |
| Twist (V) | V ≤ 3 mm for B and H ≤ 30 mm V ≤ B/10 or ≤ H/10 for B or H > 30 mm |
| Cutter length | 0/+50 mm, standard length 6000 mm |
| Exact length, single cut | Agreed upon inquiry and order |
| Exact length, bundle cut | Agreed upon inquiry and order |
1) For a maximum distance of 100 mm, the ends may, due to the cutting method, have a diameter outside the tolerances
Workshop and design
Pipe bending
All grades of precision steel tubes are suitable for forming operations such as cold bending.
Pipe bending can be done using many different methods and tool sets. Custom pipe bending machines are long-term investments and can last for decades, especially when there are many different tools available that can be upgraded based on new products in production. Hydraulic bending machines are traditional, but fully electric bending machines are now also available.
During the bending process, there is a zone around the neutral axis where the stress does not exceed the yield strength of the material, and therefore this zone is elastic. In addition, when deformation occurs during the bending process, there are many residual stresses, and after the removal of the bending tool and stress relief, the part of the pipe that exceeds the yield point tends to return to its original shape according to the modulus of elasticity. This is called a jump. The overall accuracy of the component will be highly dependent on successive bends, as each bend is affected by material properties and tool settings.
Retraction bending is a high-quality bending method among the various bending methods. During rotary bending, the pipe is drawn through a rotating flexible matrix. In this method, the neutral axis is closer to the inner than to the outer surface of the fold, which allows for control of wrinkles.
If, due to the large diameter/thickness ratio, even rotary draw bending does not sufficiently support the pipe wall against puckering, a mandrel can be used inside the pipe during bending. The simplest type of mandrel is the insert mandrel, which, along with other tools, supports the wall to the point of contact of the bend. The wall can be supported beyond the point of contact by means of a round mandrel. When bending a pipe with very thin walls or a small bend radius, the pipe must be supported on the longer bent section. This can be done with the help of a ball mandrel.
Welding
Due consideration of dimensional accuracy in work steps involving positioning, such as bending, flattening, milling or cutting to length, contributes to the weldability of the product. Scissors, stamping, milling or thermal cutting can be used to prepare the edges of the pipe. For conventional arc welding, the requirements for the edges are not very strict.
Precision tube welding is usually performed using fillet welds to join one precision tube to another or to a thin sheet such as a flange. Butt welds are mainly used for linear pipe connections and pipe accessories. TIG welding is used for high quality appearance. Gas, plasma and laser welding are additional methods.
When evaluating the weldability of pipes, it is justified to first take into account the value of carbon equivalent (CEV). The risk of material-related weld defects is very low for SSAB FORM and DOCOL pipes. The main reason for this is the purity and low alloying of steel grades.
To avoid corrosion damage, pipes are usually coated with a thin oil film. However, this oil film is so thin that it does not create porosity problems in conjunction with arc welding. However, if the tubes are stored in an environment where dirt can accumulate on the surface of the tube, some precautions must be taken. To avoid weld defects in this case, some form of pipe cleaning may be required prior to welding.
Pipes with metal coating Z, ZA and ZF are well suited for welding. Gas arc welding is a good choice for welding galvanized pipes. However, due to the special nature of metal coatings, it is necessary to pay attention to some aspects. First of all, the thinner the metal coating, the easier it is to weld the pipes. As a rule, zinc coating up to 100…140 g/m2 is suitable for short-circuit mode. If the total weight of the coating is greater, the risk of welding errors and spatter also increases.
When welding metal-clad pipes, spatter and errors can be significantly reduced by selecting the appropriate welding method, welding wire and shielding gas, as well as by reducing the wire feed, welding current and/or travel speed. If the quality of the weld is to match that of an uncoated pipe weld, it may be advisable to remove the zinc layer in the weld area. Using a shielding gas with a high CO2 content increases heat input, which reduces porosity.
Picture
Coating precision tubing is one way to increase corrosion resistance and improve surface appearance. SSAB FORM and DOCOL pipes can be painted.
Conventional uncoated precision tubes of cold-rolled, hot-rolled and pickled steel are equally suitable for painting. Metal coatings provide an excellent surface for painting. Of the above, Galvannealed is the best alternative for painting because its surface is smooth and slightly structured. It is easy to paint, the paint adheres well to the surface. Due to its galvanic properties, zinc protects steel even if a small area of the paint film is damaged.
Metal surfaces can have various impurities such as light oil, protective grease, salt, carbon dust, dust, processing fluids, metal shavings, rust or rust film. They are removed before painting by washing with water, degreasing with a solvent, alkali, acid or emulsion cleaning. Standard precision tubes manufactured by SSAB are usually lightly oiled. Pipes that are supplied coated with protective oil and then rinsed during painting are extremely well suited for powder or wet painting. However, if the paint is applied over a passivated coating, the paint will blister in wet conditions.
With proper surface treatment, it is also possible to cover a hot-dip galvanized surface with powder paint. Strong alkali will etch zinc and it is recommended to keep the pH between 5 and 11, with a maximum of 12. A higher pH will damage the zinc coating.
Phosphating is decided before zinc and iron phosphating. The most common is iron phosphating, but it is not recommended for galvanized steels because it is only an acid wash of the zinc. Zinc phosphating is an excellent pre-treatment for galvanized steel, if required, with excellent corrosion resistance and paint adhesion.
The treatment of the galvanized surface in the baking oven, the temperature in the curing oven and the curing time allow DOCOL pipes to harden when baked. Hardening will increase the strength of the steel.
Solvent and water-based paints are usually sprayed or dipped. Spray coating is used in the automotive industry. When applied by wet spraying, the paint is fed into a nozzle, which smoothly forms a coating on the base. In dip painting, the object to be painted is dipped into a paint bowl. Dip dyeing is especially good for painting complex objects.
Rectangular
SSAB Domex Tube 355J2H
| APPLICATION | STANDARDS |
|
Structural Engineering |
EN 10219-1 EN 10219-2 |
Mechanical properties
Mechanical properties
| Product type | Yield strength R p0.2(MPa min) |
Tensile strength R m (MPa min) |
Extension A(min %) |
| As Delivered | 430 | 450 | 12 |
Typical mechanical properties when quenched with water:
Rp 0,2 ~1100 МПа; R m ~1400 МПа; A~8%
Chemical composition
Chemical composition
|
C *) (max %) |
Si (max %) |
Mn (max %) |
С (max %) |
kp (max %) |
B (max %) |
| 0,25 | 0,40 | 1,40 | 0,010 | 0.40 | 0.0050 |
Tolerances
Tolerances
| Features | Rectangular precision tubes Tolerances meet or exceed the requirements of EN 10305-5 |
|---|---|
| External dimensions (H) and (B), long side 1) | |
| H < 25 mm 25 ≤ H < 40 mm 40 ≤ H < 60 mm 60 ≤ H <70 mm 70 ≤ H < 80 mm 80 ≤ H < 90 mm 90 ≤ H < 100 mm 100 ≤ H < 120 mm |
±0.20 mm ±0.25 mm ±0.30 mm ±0.35 mm ±0.40 mm ±0.50 mm ±0.60 mm ±0.65 mm |
| Lateral concavity and convexity | Included in tolerance on external dimensions |
| Thickness (T) | T≤ 1.5 mm: ±0.15 mm T>1.5mm: ±10% of nominal thickness or ±0.35mm whichever is less |
| straightness | Maximum 0.15% of the measured length of the tube if the length of the shorter side > 30 mm . A maximum of 0.25% of the measured length of the tube if the length of the shorter side is ≤ 30 mm |
| Position of the weld from the center line | On the narrow side for square and rectangular, optionally on the wide side. On the wide side for flat oval and ellipse. ± 10% of side length or ± 3 mm, whichever is greater. |
| Inseam height (g) | |
| Bead removed Bead not removed |
g ≤ 0.3 mm g < 0.6 mm when T ≤ 1.5 mm g < 0.4 x T when 1.5 mm < T ≤ 3.0 mm |
| Rectangularity of sides | 90° ± 1° |
| Corner profile | R < 1.5 x T when T ≤ 2.5 mm R < 2.2 x T when T > 2.5 mm |
| Twist (V) | V ≤ 3 mm for B and H ≤ 30 mm V ≤ B/10 or ≤ H/10 for B or H > 30 mm |
| Cutter length | 0/+50 mm, standard length 6000 mm |
| Exact length, single cut | Agreed upon inquiry and order |
| Exact length, bundle cut | Agreed upon inquiry and order |
1) For a maximum distance of 100 mm, the ends may, due to the cutting method, have a diameter outside the tolerances
Workshop and design
Pipe bending
All grades of precision steel tubes are suitable for forming operations such as cold bending.
Pipe bending can be done using many different methods and tool sets. Custom pipe bending machines are long-term investments and can last for decades, especially when there are many different tools available that can be upgraded based on new products in production. Hydraulic bending machines are traditional, but fully electric bending machines are now also available.
During the bending process, there is a zone around the neutral axis where the stress does not exceed the yield strength of the material, and therefore this zone is elastic. In addition, when deformation occurs during the bending process, there are many residual stresses, and after the removal of the bending tool and stress relief, the part of the pipe that exceeds the yield point tends to return to its original shape according to the modulus of elasticity. This is called a jump. The overall accuracy of the component will be highly dependent on successive bends, as each bend is affected by material properties and tool settings.
Retraction bending is a high-quality bending method among the various bending methods. During rotary bending, the pipe is drawn through a rotating flexible matrix. In this method, the neutral axis is closer to the inner than to the outer surface of the fold, which allows for control of wrinkles.
If, due to the large diameter/thickness ratio, even rotary draw bending does not sufficiently support the pipe wall against puckering, a mandrel can be used inside the pipe during bending. The simplest type of mandrel is the insert mandrel, which, along with other tools, supports the wall to the point of contact of the bend. The wall can be supported beyond the point of contact by means of a round mandrel. When bending a pipe with very thin walls or a small bend radius, the pipe must be supported on the longer bent section. This can be done with the help of a ball mandrel.
Welding
Due consideration of dimensional accuracy in work steps involving positioning, such as bending, flattening, milling or cutting to length, contributes to the weldability of the product. Scissors, stamping, milling or thermal cutting can be used to prepare the edges of the pipe. For conventional arc welding, the requirements for the edges are not very strict.
Precision tube welding is usually performed using fillet welds to join one precision tube to another or to a thin sheet such as a flange. Butt welds are mainly used for linear pipe connections and pipe accessories. TIG welding is used for high quality appearance. Gas, plasma and laser welding are additional methods.
When evaluating the weldability of pipes, it is justified to first take into account the value of carbon equivalent (CEV). The risk of material-related weld defects is very low for SSAB FORM and DOCOL pipes. The main reason for this is the purity and low alloying of steel grades.
To avoid corrosion damage, pipes are usually coated with a thin oil film. However, this oil film is so thin that it does not create porosity problems in conjunction with arc welding. However, if the tubes are stored in an environment where dirt can accumulate on the surface of the tube, some precautions must be taken. To avoid weld defects in this case, some form of pipe cleaning may be required prior to welding.
Pipes with metal coating Z, ZA and ZF are well suited for welding. Gas arc welding is a good choice for welding galvanized pipes. However, due to the special nature of metal coatings, it is necessary to pay attention to some aspects. First of all, the thinner the metal coating, the easier it is to weld the pipes. As a rule, zinc coating up to 100…140 g/m2 is suitable for short-circuit mode. If the total weight of the coating is greater, the risk of welding errors and spatter also increases.
When welding metal-clad pipes, spatter and errors can be significantly reduced by selecting the appropriate welding method, welding wire and shielding gas, as well as by reducing the wire feed, welding current and/or travel speed. If the quality of the weld is to match that of an uncoated pipe weld, it may be advisable to remove the zinc layer in the weld area. Using a shielding gas with a high CO2 content increases heat input, which reduces porosity.
Picture
Coating precision tubing is one way to increase corrosion resistance and improve surface appearance. SSAB FORM and DOCOL pipes can be painted.
Conventional uncoated precision tubes of cold-rolled, hot-rolled and pickled steel are equally suitable for painting. Metal coatings provide an excellent surface for painting. Of the above, Galvannealed is the best alternative for painting because its surface is smooth and slightly structured. It is easy to paint, the paint adheres well to the surface. Due to its galvanic properties, zinc protects steel even if a small area of the paint film is damaged.
Metal surfaces can have various impurities such as light oil, protective grease, salt, carbon dust, dust, processing fluids, metal shavings, rust or rust film. They are removed before painting by washing with water, degreasing with a solvent, alkali, acid or emulsion cleaning. Standard precision tubes manufactured by SSAB are usually lightly oiled. Pipes that are supplied coated with protective oil and then rinsed during painting are extremely well suited for powder or wet painting. However, if the paint is applied over a passivated coating, the paint will blister in wet conditions.
With proper surface treatment, it is also possible to cover a hot-dip galvanized surface with powder paint. Strong alkali will etch zinc and it is recommended to keep the pH between 5 and 11, with a maximum of 12. A higher pH will damage the zinc coating.
Phosphating is decided before zinc and iron phosphating. The most common is iron phosphating, but it is not recommended for galvanized steels because it is only an acid wash of the zinc. Zinc phosphating is an excellent pre-treatment for galvanized steel, if required, with excellent corrosion resistance and paint adhesion.
The treatment of the galvanized surface in the baking oven, the temperature in the curing oven and the curing time allow DOCOL pipes to harden when baked. Hardening will increase the strength of the steel.
Solvent and water-based paints are usually sprayed or dipped. Spray coating is used in the automotive industry. When applied by wet spraying, the paint is fed into a nozzle, which smoothly forms a coating on the base. In dip painting, the object to be painted is dipped into a paint bowl. Dip dyeing is especially good for painting complex objects.